
Winkelsensoren sichern Sitzmontage
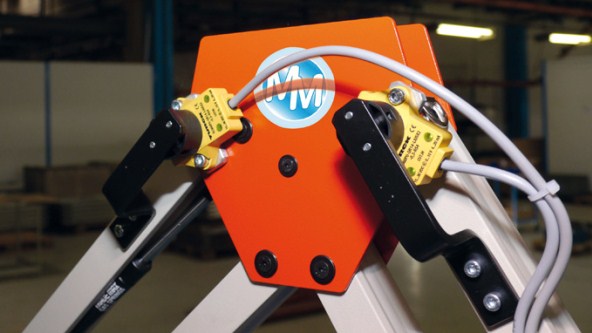
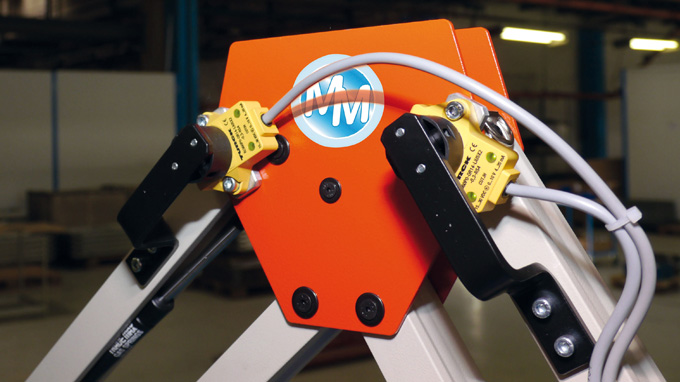
Induktive RI-Winkelsensoren von Turck sorgen in Montagevorrichtungen mit Parallelarmen von Möve-Metall dafür, dass Schrauben exakt nach Vorgabe eingedreht werden





{kind=link}
{kind=link}
{kind=link}
Die Firma Möve-Metall aus Mühlhausen in Thüringen entwickelt, konstruiert und produziert Montage- und Prüfvorrichtungen für Automobilzulieferer. Möve-Metall stellt einen Parallelarm mit Positionsabfrage zum Einsatz in Montageprozessen her. Er ermöglicht eine Positionserfassung von Schraub- und Nietvorgängen und verhindert so zuverlässig falsch montierte Teile.
„Um Komponenten zu verschrauben, ist der Autositz in Positionierelementen fixiert“, erklärt Michael Zimmermann, Technischer Leiter des Unternehmens, das Prinzip. „Am Parallelarm ist ein Schrauber eingespannt. Die Arbeitsweise nach dem Prinzip des Parallelogramms sichert die exakte und wiederholgenaue Stellung des Schraubers.“ Die Positionsüberwachung an den drei Gelenken des Parallelarms gewährleisten induktive Winkelsensoren von Turck.
In der Steuerung sind Parameter für jede zu setzende Schraube hinterlegt. Will der Arbeiter die erste Schraube eindrehen, führt er den Arm an die entsprechende Stelle. Die Steuerung registriert die korrekte Position und gibt den Strom oder die Druckluft für den Schrauber frei (erstes i. O. – in Ordnung). Der Arbeiter schraubt die Schraube ein, bis die Steuerung die nötige Anzahl an Umdrehungen des Schraubers registriert (zweites i. O.) und das nötige Drehmoment erreicht wird (drittes i. O.), das den sicheren Sitz der Schraube garantiert. Erst nachdem die Steuerung diese drei Freigaben registriert hat, kann die nächste Schraube montiert werden: Wenn die Reihenfolge zuvor einprogrammiert wurde, kann auch nur jene Schraube montiert werden, die in der Steuerung als zweite Schraube hinterlegt ist.
Tolerante Sensoren
„Ein großer Vorteil ist, dass der Turck-Sensor berührungslos funktioniert und keine mechanische Verbindung zum Positionsgeber erfordert. Die vier Millimeter Toleranz beim Versatz des Positionsgebers erleichtern uns deutlich die Montage: Wir müssen nicht mehr so genau montieren und zudem den Sensor nicht gegen Berührung sichern, weil ein leichter Stoß die Messung nicht beeinträchtigen kann“, sagt Zimmermann.
Ein anderer Vorteil des RI-Winkelsensors ist die Unempfindlichkeit gegenüber Magnetfeldern und Metallumgebungen. Die meisten anderen Sensoren auf dem Markt haben entweder eine mechanische Verbindung zwischen Drehgeber und Sensor oder sind anfällig für magnetische Umgebungen, wie große Motoren oder Schweißgeräte sie erzeugen. Seine Unempfindlichkeit erreicht der Sensor durch sein innovatives Resonator-Messprinzip, das auf einen magnetischen Positionsgeber verzichtet. Stattdessen basiert das Resonator-Messverfahren von Turck auf einem Schwingkreis, den Sensor und Positionsgeber bilden. Das Prinzip verbindet hohe Präzision mit ausgeprägter Störsicherheit und Vibrationsfestigkeit.
- Automobil
- Modulare Flexibilität und Sicherheit in der Filterproduktion
- Intelligente Leitung verhindert Anlagenstilltände
- Induktive Koppler sichern präzise Materialzufuhr
- Montageführung mit direkter MES-Anbindung
- Karosserie-Identifikation in der Automobilproduktion
- Zuverlässige Skid-Erfassung in der Automobilproduktion
- Fehlerfreie JIS-Kommissionierung von Stoßfängern
- Erkennung von Blechzylindern in der Batterieproduktion
- RFID-Bus-Modus sichert die Qualität von Lithium-Ionen-Akkus
- Füllstandmessung in Tauchlackieranlage
- Füllstandkontrolle in Zentralschmieranlage
- Qualitätssicherung am Kleberoboter
- Neigungswinkelsensor beschleunigt Plattformausrichtung
- Motorsteuerung mit Condition Monitoring
- IP67-Hybrid-Modul verarbeitet Sicherheitssignale
- Dezentrale Überwachung von Kühlstationen
- Roboterschweißzellen mit Ethernet vernetzt
- Kühlkreislauf-Monitoring an Schweißzangen
- Strömungsüberwachung im Trommelwäscher
- Presswerk – Blechdickenmessung
- Condition Monitoring von Motoren als Nachrüstung
- KSS-Überwachung an CNC-Fräsen
- Presswerk – Werkzeugidentifikation
- Karosseriebau – Schweißmuttern-Erkennung
- Lackierung – Skid-Identifikation
- Endmontage – Robotermontage
- Powertrain – Kontaktlose Kontrolle
- Karosseriebau – Bereichsschutz
- Erfassung auf Item-Level mit UHF-RFID
- Kühlschmierstoffzufuhr in Werkzeugmaschinen
- Presswerk – Kontrolle des Hydraulikdrucks
- Prozessdruckmessung am Scherenhubtisch
- Karosseriebau – Inspektion der Kfz-Schweißspitze
- Karosseriebau – Manuelles Laden der Schweißzelle
- Endmontage – Erkennung von schwarzen Teilen
- Endmontage – Sonnendacherkennung
- Endmontage – Reichweitenstarke Prüfung
- Powertrain – Unterlegscheiben-Erkennung
- Powertrain – Positionserkennung
- Erfassung von Elektroautos
- Vehicle Detection in a Self-Serve Car Wash
- Success Stories
- RFID-Lösung zur Datenerfassung in der Statorproduktion
- Automatisierung und Steuerung von Wasserstofftankstellen
- Modulare Anlage für flexible und effiziente Produktion
- Laser Sensor Detects Black Bumpers in Assembly Cell
- Dezentrale Sicherheitstechnik für modulare Produktion
- Modulares Fördersystem
- RFID und I/O-Module für einen sicheren Werkzeugwechsel
- RFID leitet AGV in der Federsystem-Produktion
- IO-Link-Passivverteiler verdrahten Auspuffproduktion
- Identifikation in der Heckentlüftungsproduktion
- Schweißmutternsensor
- Karosserie-Identifikation
- Bauteilzuordnung mit RFID
- UHF-RFID in der Stoßfängerproduktion
- IP67-Block-I/O in der Lackierstraße
- Näherungsschalter für präzises Schweißen
- Winkelsensoren sichern Sitzmontage
- Fräskopfidentifikation mit RFID
- Pick-to-Light-System verbessert Cockpit-Montage
- RFID-Identifikation von Einspritzdüsen
- UHF-RFID im Rohbau
- IO-Link erleichtert Getriebeproduktion
- Chemie
- I/O-System excom schafft sichere Wasserstoffverflüssigung
- Dezentrale Automatisierung in explosionsgefährdeten Bereichen
- RFID-Kontrolle von Schlauchverbindungen im Ex-Bereich
- Ethernet-Signalanbindung im MSR-Raum
- Modulare Skids im Ex-Bereich mit Ethernet automatisieren
- Ex-Trennung in modularen Prozessanlagen
- Erfassung von Molchen
- Dezentrale Signalverarbeitung
- Anschluss von Feldgeräten
- Signalverarbeitung mit System-I/O im MSR-Raum
- Signalverarbeitung mit Interfacetechnik im MSR-Raum
- Identifikation von Schlauchanschlüssen
- Zustandsüberwachung von Schaltkästen im Feld
- Schwenkantrieb-Überwachung
- Planung und Bau von Systemlösungen
- Success Stories
- Schaltschrankwächter zur Übertragung von Zustandsdaten
- Silofüllstände dank Sensor-to-Cloud in Echtzeit erfassen
- Effiziente Kühlung von Industrieöfen
- I/O-System excom schafft Platz im MSR-Raum
- RFID für Staub-Ex-Zone 22
- Pflanzenidentifikation mit RFID
- Remote-I/O statt Punkt-zu-Punkt
- excom Remote-I/O an Yokogawa Centum VP
- Remote-I/O ersetzt 19''-Karten
- Stellungsrückmeldung von Kugelhähnen
- Multibarriere sichert galvanische Trennung
- Remote-I/O sichert Anlagenverfügbarkeit
- Korrekte Positionierung mit RFID in der Karbidproduktion
- Kompakter Ex-Schutz
- Energie
- Kapazitiver Sensor erfasst Grenzstand in Pelletheizung
- RFID-System identifiziert Solarzellenträger
- Dezentrales I/O-System für explosionsgefährdete Bereiche an H2-Tankstellen
- H2-Tankstelle mit dezentralem I/O-System für Ex-Bereiche
- I/O-Module erleichtern Mobilität von Brennstoffzellen-Teststand
- Näherungsschalter sichern Rotorstellung
- IP67-Gateway im Kohlekraftwerk
- UHF-RFID identifiziert Ringkabelanlagen
- Remote-I/O in Biogas-Anlage
- Lebensmittel
- RFID-Tracking reduziert Abfall in Lebensmittelproduktion
- Condition-Monitoring-Sensor automatisiert Klimaregulierung
- Condition Monitoring von Schaltschränken
- Condition Monitoring in Lagerräumen
- Höhenregelung in Teigmaschinen
- Identifikation von Transportbehältern
- Behälterkontrolle
- Schneller Sensortausch in Getränkeproduktion
- Erfassung von Rohrbögen
- Identifikation von Schokoladenformen
- Success Stories
- Cloud-Fernwartung für Dampferzeuger
- RFID-System schafft Track & Trace in der Lebensmittelproduktion
- Grist for the Mill
- Dezentrale Steuermodule in Kühlhaus
- Track and Trace in der Fleischproduktion durch RFID
- Berührungsloser Drehgeber in der Kartoffelverarbeitung
- UHF RFID im Logistikzentrum für Nahrungsmittel
- RFID in der Schokolade-Produktion
- IP20-Gateway in der Großbäckerei
- Remote-I/O für Whiskey-Distillerie
- RFID in Autoklaven
- IP67-Netzgerät am Stauförderer
- Flaschenerkennung durch Kamera
- Logistik
- UHF-RFID-Tunnel zur Identifikation von Waren auf Förderbändern
- Vermeidung von Paket-Stau im Logistikzentrum
- Höhenkontrolle und 3D-Raumerfassung an autonomen Gabelstaplern
- Decentralized Control of Conveyor Modules
- Big Bags mit RFID verfolgen
- Distanzerfassung an Containerbrücken
- Zutrittsicherung für geschützte Bereiche
- Dezentrales Muting einer berührungslosen Schutzeinrichtung
- I/O-Blocks steuern Rollenfördermodule
- Behälterkontrolle
- Schnelle Datenträger-Erfassung an Gates
- Erfassung auf Item-Level mit UHF-RFID
- Vorausschauende Wartung an Förderbändern
- Erfassung von Transport-Behältern
- Füllstanderfassung in Behältern
- Identifikation von Cryovessels
- Identifikation von mobilen Behältern durch Handgeräte
- Identifikation von Transportbehältern
- Tier 1 – Stoßfängeridentifikation
- Condition Monitoring in Lagerräumen
- Kollisionsschutz am Greifstapler
- Success Stories
- Kommissionierung mit Pick-to-Light-System
- Digitalisierung von Fördertechnik
- Logistik: RFID reduziert Fehlerquote um 99 Prozent
- RFID: ROI nach drei vermiedenen Lieferfehlern erreicht
- Zuverlässige FTS-Steuerung dank sensorbasierter Gesamtlösung
- Effiziente LKW-Navigation auf begrenzter Manövrierfläche
- Nachhaltiges Erfassen von Mehrwegladungsträgern dank RFID
- RFID-Lösung für fehlersichere Materiallogistik
- RFID mit HF-Busmodus vereinfacht Saatgut-Lagerung
- Pick-by-Light beschleunigt manuelle Logistik um über 60 Prozent
- Pick-by-Light-Lösung erleichtert Montageprozesse
- RFID ermöglicht automatisierten Selbstbedienungsmarkt
- I/O- und Safety-Module erhöhen Durchsatz in der Intralogistik
- Sendungsverfolgung für Zulieferprodukte
- RFID-basierte Verladekontrolle minimiert Fehler
- RFID-gestützte Erfassung von Warenein- und -ausgang
- Decentralised UHF RFID Solution
- Berührungsloser Drehgeber in der Kartoffelverarbeitung
- Dezentrale Steuermodule in Kühlhaus
- Geschwindigkeitskontrolle durch Radarsensor QT50
- IP67-Netzgerät am Stauförderer
- Modulares Fördersystem
- RFID im Lagermanagement
- RFID leitet AGV in der Federsystem-Produktion
- RFID identifiziert Pharmazeutika
- UHF RFID im Logistikzentrum für Nahrungsmittel
- Autonome Einparkhilfe für LKW
- Mobile Arbeitsmaschinen
- Tier- und Objekterkennung am Mähdrescher
- Condition-Monitoring-Sensor automatisiert Klimaregulierung
- Automatischer Hangausgleich
- Verteilerleitungen für Feldspritzen
- Winkelmessung an einer Feldspritze
- Materialflussüberwachung im Mähdrescher
- Bestimmen der Aufbauposition am Mobilkran
- Geräteraumbeleuchtung am Löschwagen
- Zweiachsige Neigungsmessung am Mähdrescher
- Kollisionsschutz am Greifstapler
- Success Stories
- RFID-Lösung unterstützt smarte Gabelstapler
- Sichere Fernwartung von Be- und Entwässerungspumpen
- Zugangskontrolle mit RFID-System
- Selektiver Spargelernter
- Positionserfassung mit RFID und Drehgeber
- Geschwindigkeitskontrolle durch Radarsensor QT50
- RFID leitet AGV in der Federsystem Produktion
- Block-I/O-Module Module auf Superyacht
- Verschleißfreier Encoder auf Hopperbagger
- IP20-I/O-Stationen im Schuttguthafen
- Durchflussüberwachung in E-Lok
- Anschlusslösung für E-Mobil
- Anschlusstechnik in Schneepflügen
- IP67-Gateways in Portalkränen
- Drucksensoren an Spezialkränen
- Näherungsschalter sichern Achterbahnen
- Feldbustechnik für Baustoffmaschine
- Linearwegmessung am Rundfahrgeschäft
- Neigungssensor am LKW-Kipptisch
- Winkelsensor erfasst Hubarbeitsbühne
- Öl und Gas
- Verpackung
- Dezentrale Packungsverifikation für Pharmaprodukte
- Identifikation von Druckfarben-Kartuschen
- Zuverlässiger Maschinenbetrieb
- Behälterkontrolle
- Deckelkontrolle an Abfüllanlagen
- Überprüfung von Formatwechseln
- Identifikation von Testflaschen
- Füllstandkontrolle von Kaffee
- Füllstanderfassung in Behältern
- Erfassung von Transport-Behältern
- Success Stories
- Pharma
- Lückenlose Probenverfolgung mit RFID
- RFID-Kontrolle von Schlauch-verbindungen im Ex-Bereich
- Dezentrale Packungsverifikation für Pharmaprodukte
- Modulare Skids automatisieren
- Pharma-Skids mit dezentraler I/O-Technik
- Ex-Trennung in modularen Prozessanlagen
- Ventilanschaltungen steuern
- Schwenkantrieb-Überwachung
- Erfassung von Rohrbögen
- Dezentrale Signalverarbeitung
- Planung und Bau von Super Skids
- Anschluss von Feldgeräten
- Identifikation von Cryovessels
- Identifikation von mobilen Behältern
- Identifikation von mobilen Behältern durch Handgeräte
- Sicherung von Schlauchverbindungen für Vorprodukte
- Identifikation von Schlauchverbindungen im Sterilbereich
- Identifikation von Schlauchverbindungen in Ex-Zone 1
- Identifikation von Big Bags und Bioreaktoren
- Identifikation von Single-Use-Applikationen
- Success Stories
- Überprüfung von Schlauchanschlüssen mit RFID
- Berührungslose Übertragung von Leistung und Schaltsignalen
- HMI steuert industriellen Labormischer
- BL20-Codesys-Gateway steuert Bildverarbeitungsanlage
- RFID identifiziert Pharmazeutika
- Drehzahlerfassung mit Magnetfeldsensor
- Prozesssichere Identifikation von Flüssigkeiten
- Halbleiter
- Überprüfen von Teilekennzeichnungen
- Integrierte Schaltungen zählen
- Überprüfung von Barcodes
- Sicherheitscontroller überwacht Geräte an Montagestation
- Prüfung von Kleberaupen
- Detailkontrolle mobiler Elektronikgeräte
- IC-Chips in Lochstreifentaschen
- Positionskontrolle von IC-Chips
- Festplatten-Erfassung
- Lichtgeführtes Kommissionieren
- Sicherung kleinerer Betriebs- und Zugangspunkte
- Success Stories
Land wählen
Turck weltweit